
In the home appliance industry, the transition to digital interfaces, touch panels, and premium finishes has radically changed the requirements for marking and customizing components. Items such as capacitive touch displays, IMD (In-Mold Decoration) surfaces, painted ABS control panels, and PMMA covers now require engraving processes that respect aesthetic integrity, symbol legibility, and durability without compromising electronic or structural functionality. The central technical challenge is to mark complex three-dimensional surfaces with curved geometries, reliefs, and textures while maintaining uniformity of depth, sharpness of characters, and absence of damage on the underlying functional layers.
Traditional screen printing, pad printing or mechanical engraving technologies are increasingly inadequate in the face of these requirements. Screen printing does not guarantee sub-millimeter accuracy or abrasion resistance on technical polymers; pad printing has limitations on complex geometries; mechanical engraving introduces localized stresses and cycle times incompatible with high volume production. Laser marking emerges as the optimal technological answer, but requires advanced configurations: dynamic focus compensation on nonplanar surfaces, integrated 3D profilometry, simultaneous handling of different wavelengths for heterogeneous materials, and automation with vision systems to ensure repeatability and complete traceability.
System Architecture: Integration of 3D Marking, Profilometry and Automation
A home appliance laser system designed to meet these challenges integrates multiple technology components into a modular and scalable architecture. At the center of the system is a
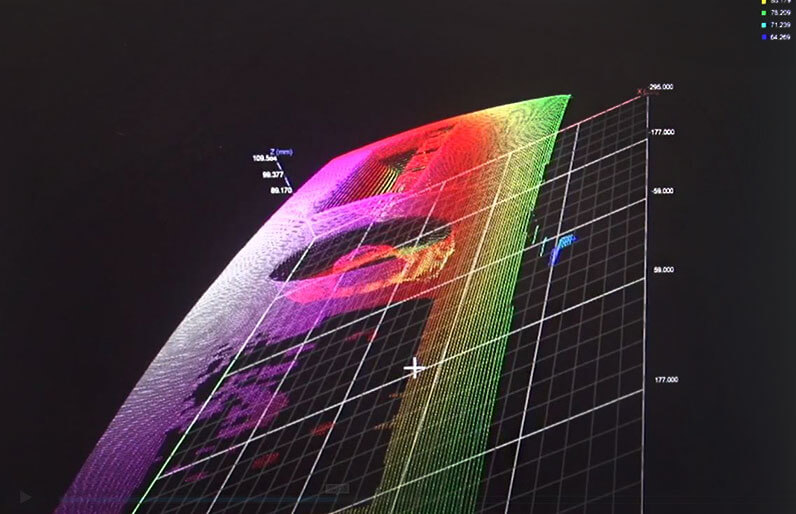
The 3D head interfaces with an optical profilometry system that preemptively scans the geometry of the component to be marked. Through laser triangulation or structured pattern projection, the system acquires a complete three-dimensional map of the surface, accurately identifying micron-by-micron changes in elevation. Control software converts this map into optimized laser trajectories, automatically compensating for geometric deformations and ensuring that each point of the marking receives the same energy density, regardless of the local inclination of the surface.
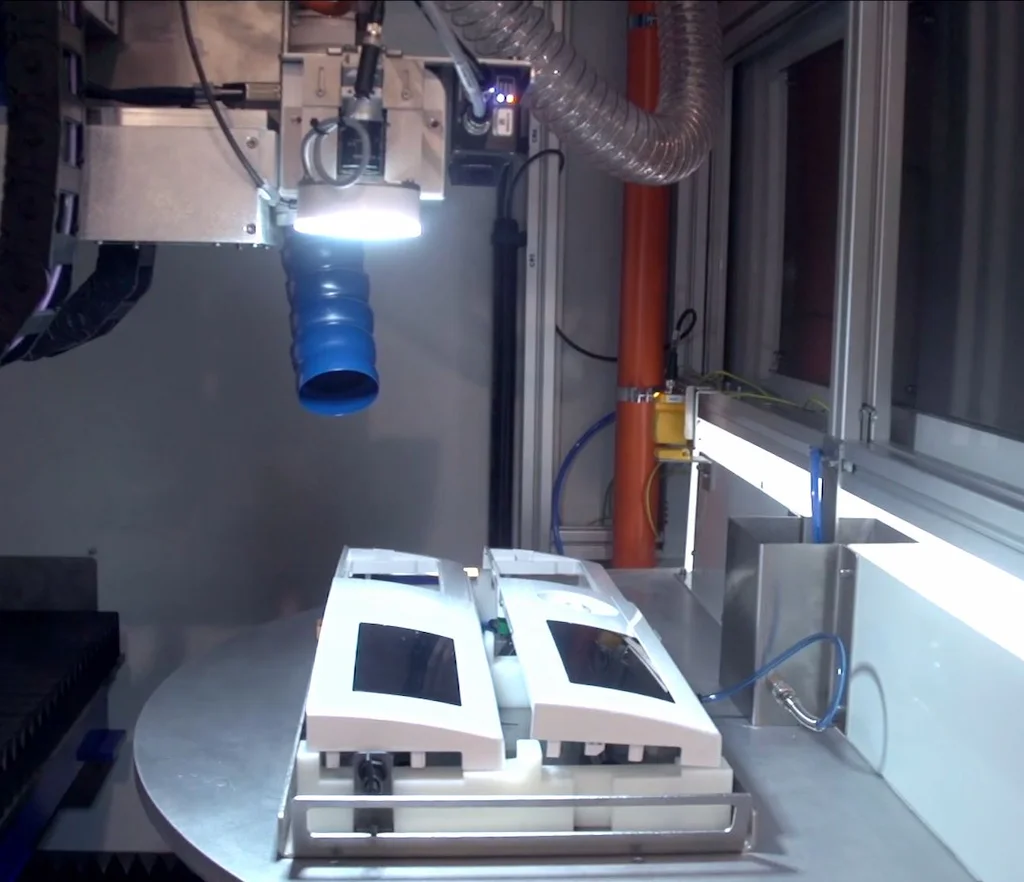
The mechanical architecture is based on high-precision motorized XYZ Cartesian axes integrated with a mechanical cam indexed rotary table. This hybrid configuration offers decisive advantages: the XYZ axes position the laser head over any point on the component, while the rotary table allows Masked time loading/unloading and part rotation to keep the laser beam always perpendicular to the surface. The constant perpendicularity of the beam dramatically improves marking quality by eliminating perspective distortions and ensuring uniformity of depth over the entire machined area.
The load-bearing structure is made of one-piece welded steel with post-weld thermal stabilization, designed by Finite Element Method (FEM) analysis to minimize deformations under dynamic loading. This construction approach, as opposed to the use of assembled aluminum profiles, ensures high structural rigidity (deformations less than 0.08 mm even under critical conditions) with low weight. Precision linear guides and stainless steel ball screws complete the motion system, ensuring long-term positional repeatability even in severe production environments.
The mechanical cam rotation mechanism of the indexed table is a distinctive feature. Compared with brushless motor systems with rotary encoders, the mechanical cam offers greater torsional rigidity, inherent angular accuracy, and shorter switching times. During marking, pneumatic cylinders mechanically lock the table, eliminating any microvibration induced by external stresses. This stability is essential to ensure laser traces free of flickering or smearing, especially on small font sizes (< 1 mm) or high-density DataMatrix codes.

Laser Flexibility: IR MOPA and UV Configurations for Heterogeneous Polymeric Materials
The modern home appliance employs a variety of polymeric materials and surface coatings, each with different optical absorption properties. IMD (In-Mold Decoration) films transfer complex graphics onto 3D surfaces by thermoforming; capacitive touchfoils integrate flexible electronics for touch interfaces; painted ABS provides premium finishes with high impact resistance; PMMA (polymethylmethacrylate) and PC (polycarbonate) provide optical transparency and thermal resistance. Each material requires a specific laser wavelength and energy regime to achieve permanent markings without substrate degradation.
For this reason, advanced systems offer modular configurations with interchangeable laser sources. Master Oscillator Power Amplifier (MOPA) infrared laser sources typically operate at 1064 nm with independent control of frequency, pulse duration and peak power. This parametric flexibility allows for marking IMD layers by selectively removing the graphic layer without damaging the underlying polymer, etching touchfoils while preserving the integrity of capacitive circuits, and creating visible contrasts on painted ABS by controlled removal of the pigmented coating.

In contrast, UV (ultraviolet) laser sources at 355 nm exploit the direct photochemical absorption of transparent or clear polymers. Materials such as
The ability to equip the machine with dual laser sources-typically one IR MOPA and one UV-provides significant operational advantages in multi-reference production settings. Instead of reconfiguring the system or manually replacing the source, the software automatically selects the appropriate laser based on the material detected by the vision system or production database. This dual-laser configuration also doubles productivity on homogeneous batches by paralleling operations on two independent workstations fed from the same rotary table.
Vision and Self-Centering System: Positional Accuracy and Traceability
Dimensional and positional variability of components is an inherent critical issue in appliance assembly lines, where cumulative assembly tolerances can reach several millimeters. A laser system without machine vision capabilities would require complex and expensive fixturing equipment, with high changeover times at each reference change. The integration of a machine vision system with pattern recognition algorithms eliminates this issue, allowing automatic self-centering of the component regardless of its position on the table.
The vision system acquires a digital image of the loaded component, identifies distinctive geometric features (edges, reference holes, characteristic profiles) and calculates in real time the rototranslational transformation required to align the part’s coordinate system with that of the machine. The software dynamically corrects laser trajectories, ensuring that the marking falls exactly in the position predicted by the CAD drawing, with positional accuracies typically less than ±0.05 mm.

In addition to the centering function, the vision system performs traceability and quality control tasks. Before marking, it checks for the presence of the correct component, detects any critical surface defects (scratches, contamination), and reports anomalies that could affect the legibility of the marking. After marking, the system captures an image of the engraved code, evaluates its contrast, definition and legibility according to industry standards (ISO/IEC 15415 for DataMatrix, AIM DPM for Direct Part Marking) and digitally archives the image by associating it with the product serial number.
This dual pre/post marking validation ensures that only compliant components proceed down the assembly line, reducing downstream rejects and quality disputes. Integration with centralized Manufacturing Execution System (MES) systems and traceability databases allows each marked component to be associated with complete process data: timestamp, laser parameters used, operator, material lot, visual inspection result. This information becomes essential in case of product recalls, failure analysis or process optimizations.
Dynamic Aspiration Management: CFD and Selective Smoke Control
Laser marking on polymers inevitably generates volatile by-products: carbonaceous particulates, thermal degradation vapors and reaction gases. These contaminants, if not effectively removed, settle on laser optics reducing their transmittance, contaminate the newly marked surface compromising visual contrast, and pose a health risk to operators. An inadequate vacuum system drastically limits production efficiency and requires frequent maintenance interventions.
The optimal engineering approach involves computational fluid dynamics (CFD) design of the intake system. Through numerical simulations, one optimizes duct geometry, suction nozzle placement, and the volumetric flow rate required to ensure adequate capture velocities (typically > 20 m/s near the ablation point) with minimized pressure drops. The goal is to maximize the effective head-that is, the suction capacity at the critical point-rather than simply oversizing the fan power.

An innovative element is theselective activation of suction by pneumatic solenoid valves. Instead of keeping the entire circuit in continuous vacuum, the system selectively opens only the vents corresponding to the zone actively marked by the laser. This dynamic control produces multiple benefits: it locally increases the suction speed (at the same total flow rate), reduces fan power consumption, minimizes airflow over the louvers by reducing particulate deposition, and lowers the overall sound level of the system.
The sizing of the extraction system must consider not only the volume of fumes generated, but also the chemical nature of the contaminants. Chlorinated polymers (e.g., PVC) or fluorinated polymers (e.g., PTFE) release corrosive vapors that require durable duct materials and dedicated chemical filtration systems. Two-stage filtration systems–mechanical pre-filter for coarse particulates and HEPA H13/H14 filters for fine particles–ensure recirculated air complies with occupational exposure limits, eliminating the need for external exhaust with associated energy loss.

ERP/MES Integration and Factory Data Interface
Industry 4.0 has made the integration of manufacturing machines with enterprise information systems imperative. An isolated laser system, lacking two-way communication with ERP (Enterprise Resource Planning) and MES, represents an information bottleneck: it requires manual job entry, does not automatically track production, and generates logistical inefficiencies. Modern software architecture provides native connectivity with standard industry protocols and programming interfaces (APIs) for real-time data exchange.
Machine control software implements industrial communication protocols such as OPC UA (Open Platform Communications Unified Architecture), MQTT (Message Queuing Telemetry Transport) or RESTful interfaces for integration with heterogeneous IT systems. Through these channels, the machine receives marking recipes, laser parameters, production sequences and job priorities from the MES. In parallel, it sends real-time production data to the MES: marked parts, cycle times, alarms, inspection results, energy consumption.

Integration with ERP makes it possible to synchronize marking scheduling with material availability, customer orders and logistics deadlines. When an order is entered into the ERP, the system automatically generates the corresponding marking jobs, downloads the necessary graphic files from PLM (Product Lifecycle Management) and sends them to the laser machine. When marking is completed, the ERP receives confirmation of the quantity produced, updates stocks and generates accompanying documents with unique tracking codes.
Hardware-wise, the system provides a complete set of digital I/O signals for interfacing with robots, automatic handling systems and line PLCs. Digital inputs receive signals for cycle enable, workpiece presence, line emergency stop; digital outputs signal completed cycle, machine alarm, material request. This standardized electrical interface allows the laser machine to be inserted into fully automated robotic cells or transfer lines without the need for custom software modifications.
Operational Benefits and Quality of the Final Result
The use of an integrated laser system for home appliance marking generates tangible benefits on multiple operational dimensions. From a quality perspective, permanent laser marking offers resistance to abrasion, household chemicals and UV exposure superior to any printing technology. Laser-etched DataMatrix codes maintain legibility even after years of heavy use, providing end-of-life traceability for recycling programs and compliance with environmental directives (WEEE, RoHS).
Manufacturing flexibility translates into drastically reduced changeover times. Switching from one control panel to another model simply requires loading a new marking file, without equipment replacement or mechanical reconfigurations. In multi-product contexts typical of home appliances, where several aesthetic variants share the same functional platform, this agility enables just-in-time productions synchronized with actual demand, reducing intermediate stock and risk of obsolescence.
Masked time for loading/unloading enabled by the indexed rotary table optimizes laser utilization. While the machine marks on one station, the operator prepares parts on the opposite station. The switching time of less than 1.5 seconds makes rotation-related productivity loss negligible. On medium-to-high batch sizes, this configuration brings overall efficiency closer to the theoretical values of laser time alone, maximizing return on investment.

Consistent quality ensured by 3D compensation, profilometry and auto-centering eliminates rejects due to incorrect positioning or uneven depth. The micrometric repeatability of the mechanical system and the stability of the laser parameters ensure that the millionth marked part is identical to the first, a prerequisite for automotive-like supply contracts where defective PPM (Parts Per Million) are contractually binding.
From the point of view of safety and regulatory compliance, modern industrial laser systems implement safety category PL-c according to EN ISO 13849-1, with dedicated safety relays, dual contactor and multiple interlocks. The entire working volume is shielded against laser emissions, meeting the Class 1 laser classification (safe under all reasonably foreseeable conditions). Integrated extraction ensures compliance with occupational exposure limits for airborne substances, in accordance with Directive 2004/37/EC on carcinogens and mutagens.
Future Perspectives: Toward Mass Customization and Comprehensive Automated Inspection
The evolution of the home appliance market is pushing toward increasing customization: configurable appliances with interchangeable panels, co-branded limited editions, and aesthetic customization services. These trends amplify the value of laser marking, an inherently flexible technology that enables graphic variations without tooling investment. Integration with web-to-production configuration systems will enable end customers to define custom graphic patterns online, which will be automatically translated into marking jobs and on-demand products with minimal lead times.
Artificial intelligence applied to visual inspection promises to further raise quality standards. Deep learning algorithms trained on thousands of images of compliant and defective markings will be able to identify subtle anomalies (microfractures, insufficient contrast, geometric deviations) invisible to human operators or traditional vision systems based on fixed thresholds. These AI-driven inspection systems will provide real-time feedback to laser inspection, enabling automatic parametric adjustments to compensate for process drifts.
The convergence of laser marking, additive 3D printing and functional coatings opens up unprecedented scenarios. Appliance components produced by additive manufacturing will be able to receive laser markings integrated into the printing process itself, with smooth transitions between structural, aesthetic and informational functionality. Laser-marked transparent conductive coatings will be able to serve simultaneously as a capacitive touch interface and display surface, eliminating distinctions between input and output in the human-machine interface.




