In the most advanced automotive production lines, surface pretreatment is the factor that determines the quality of everything that comes after. A welded joint on an aluminum battery tray with traces of oxide or lamination residue can fail under cyclic loading much sooner than expected. A bead of structural adhesive on a bracket with organic contaminants will lose its seal in very few thermal cycles. In both cases, the problem is not in the joining process: it is in the surface.

Traditional solutions-sandblasting, chemical degreasing, mechanical primers-involve consumable costs, additional cycle times, waste management, and variability that cannot always be controlled between shifts. Laser cleaning and laser texturing represent an alternative and complementary approach that acts directly on the physics and chemistry of the surface, without contact, without consumables, and with parametric reproducibility that chemical processes are unlikely to achieve. This article explores how these two processes work, in what configurations they are used in automotive lines, and what results can reasonably be expected on sheet metal, battery trays, and structural components.
How laser acts on the surface: physics of cleaning and texturing
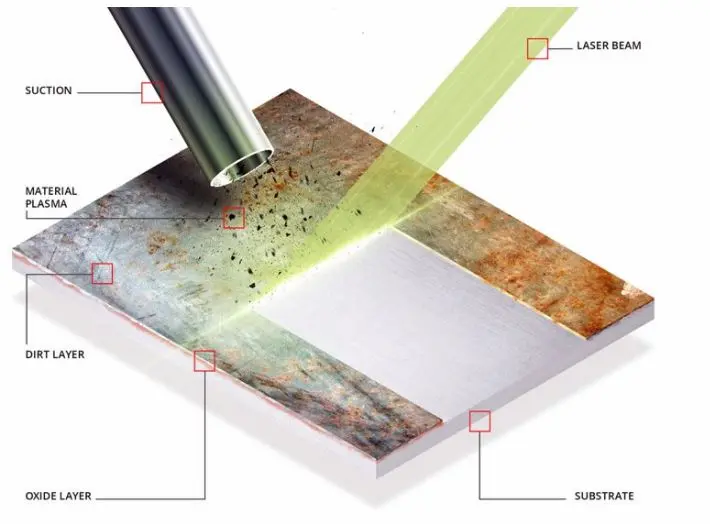
Laser cleaning exploits selective ablation: the laser beam is calibrated to a fluence sufficient to vaporize or detach surface contaminants-oxides, oils, greases, printing residues, passivating layers-without affecting the underlying metal substrate. Selectivity is based on the ablation threshold differential between materials: aluminum oxide (Al₂O₃) and organic films have significantly lower ablation thresholds than bulk aluminum or steel, allowing them to be removed with parameters that leave the metal intact.
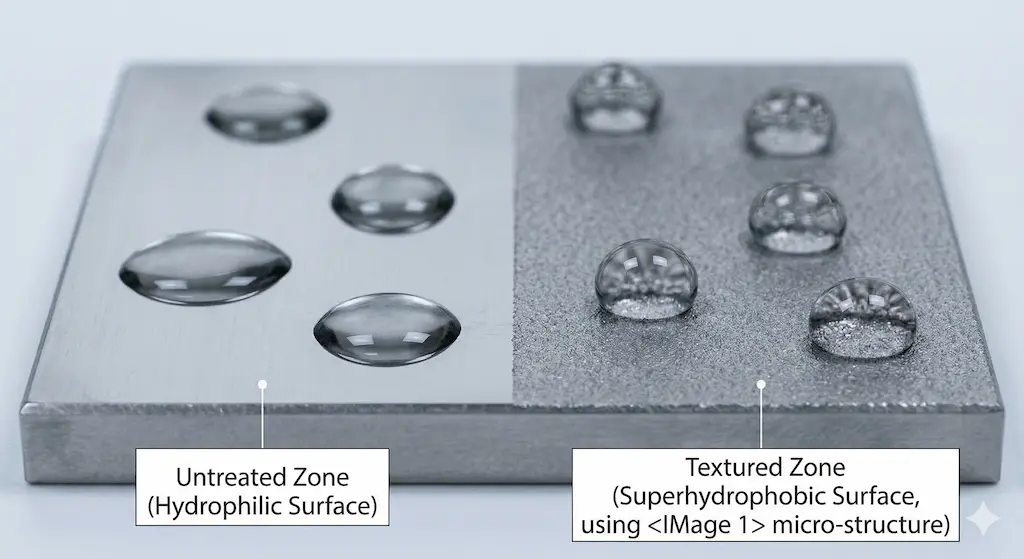
Laser texturing, on the other hand, operates at higher fluences or with scanning patterns programmed to create a controlled surface microstructure: cavities, peaks, channels, or periodic geometries that increase the actual surface area and modulate wettability. The achievable roughness typically varies between Ra 1-15 µm depending on the pattern and power applied, with control over the periodicity of the structure down to a few microns. This type of morphology is crucial for the mechanical anchorage of structural adhesives and the cohesion of the welded joint.

The most commonly used lasers for these applications are pulsed fiber systems (1064 nm) with pulse durations in the ns-ps range. Nanosecond lasers offer the best balance between process speed and system cost; picosecond lasers are preferred when a thermally limited effect is required-that is, when the HAZ (Heat Affected Zone) needs to be less than 1-2 µm, such as on thin materials or geometries with tight dimensional tolerances.
Operating parameters and process configurations
Parameter definition is at the heart of laser process design. There is no universal recipe: operating windows depend on the combination of material, contaminant type, required line speed and target surface quality. As a guide, the most common configurations in automotive pretreatment are in the following ranges:
| Average power | 100 – 500 W (for high-speed cleaning) |
| Energy per pulse | 0.1 to 2 mJ (pulsed ns fiber) |
| Frequency of repetition | 20 – 400 kHz |
| Scanning speed | 1,000 – 8,000 mm/s (galvo scanner) |
| Overlap of commercials | 30 – 70% (homogeneity influence) |
| Wavelength | 1064 nm (Yb:fiber) / 532 nm green for aluminum |
On the integration setup, it is relevant to distinguish two main architectures. The first is the fixed galvo head configuration with a working field typically 200×200 mm up to 500×500 mm: suitable for components entering the station on shuttle or nest-typically brackets, brackets, inserts. The second is the moving head configuration on a linear axis or robot: necessary when the surfaces to be processed exceed the galvo field or when the geometry is three-dimensional, as in battery tray modules with multiple cell extruded profile.
In-line applications: sheet metal, battery tray and structural components
Laser and resistance welding sheets
In joints of high-strength steel sheets (AHSS, UHSS) intended for hybrid laser welding or resistance spot welding, the presence of coating (zinc, aluminum-silicon for 22MnB5 blanks) can compromise bead quality if not handled properly. Laser cleaning allows the coating to be selectively removed at the splice zone-a strip typically 8-20 mm wide-leaving the rest of the component intact. This operation, performed inline before the soldering station, eliminates coating evaporation porosity formation and reduces metal projections, allowing higher soldering speeds without penalizing the mechanical seal of the joint.

Battery tray and aluminum structures for BEV
Battery trays for electric vehicles combine laser welding and structural bonding on the same component. The extruded aluminum frame (6xxx series) requires the removal of natural oxide-typically Al₂O₃ with thickness varying between 4-30 nm depending on material age and storage conditions-before welding operations. The oxide reduces electrical conductivity in laser conduction welding and increases porosity; its laser removal leads to a measurable reduction in joint porosity, with values dropping below 2% by volume versus 5-10% typical on untreated surfaces.
On the same structures, surfaces intended for bonding with two-component epoxy adhesives (e.g., for cell module attachment) benefit from laser texturing: the microstructure created increases the effective bonding area and-with oriented patterns-can modulate the direction of maximum joint strength. Lap shear tests on 6061 aluminum show increases in release strength of up to 40-60% compared to surfaces polished with P800 sandpaper, with further improvement in resistance to thermal cycling between -40 °C and +85 °C typical of tensile environments.
Brackets and die-cast components
Aluminum die-cast components (ADC12, EN AB-46100) often have silicone wax-based mold release films: contaminants that are particularly critical because they are invisible to visual inspection and highly effective in inhibiting adhesion. Laser cleaning with 200-300 W fiber lasers at scan speeds of 3,000-5,000 mm/s removes these residues by reducing the angle of contact with water from typical values of 60-75° to less than 10°-a direct indicator of high wettability and compatibility with subsequent adhesive or coating processes.
Common challenges and operational best practices
The first mistake encountered in process qualification steps is over-ablation: too high fluences remove not only the contaminant but also the substrate, creating unintentional roughness or-in the case of thin sheets-thermal distortion. The solution is to work with low energy, high frequency pulses (high repetition rate, low peak power), verifying removal with contact angle measurements or XPS rather than visual inspection alone.
A second critical aspect is the management of ablation fumes: material removed from the surface is vaporized or particulated in the process area. Without a properly sized and positioned extraction system, particles fall back onto the newly treated surface, recontaminating it. The reference standard for capture systems in work environments with high-power lasers is EN ISO 11553; in automotive production with lasers over 500 W, it is standard practice to adopt HEPA class H13 or higher filtration systems.

Finally, the time window between cleaning and the next process should be monitored: on aluminum, the native oxide layer regenerates-although more slowly than the original oxide-within a few hours in a humidity-controlled environment. For critical applications, transfer to the soldering or bonding station should occur within 60-120 minutes of laser treatment, with housing in an inert atmosphere in the most sensitive cases.
Comparison with alternative pretreatment technologies
Blasting (shot blasting, grit blasting) has historically been the benchmark for weld preparation on large components. It offers high treatment rates but introduces abrasive residue that must be removed, is not selective in terms of area treated, and is not applicable on complex geometries or thin-walled materials. Chemical pickling (phosphoric acid, alkaline solution) provides uniformity on irregular surfaces but generates effluent to be handled by dedicated equipment, involves process times that are not compatible with inline production rates (typically 5-15 minutes per bath cycle), and introduces variables related to bath concentration and temperature.
The laser is positioned as a complementary technology-not necessarily a substitute in all contexts-with specific advantages in area selectivity (treats exactly where it is needed), parametric reproducibility (same parameters = same surface, verifiable with digital traceability), absence of consumables, and direct in-line integration without wash stations. The main limitation remains the cost per unit area on very large components: for areas larger than 0.5-1 m² to be treated in full, the combination with batch chemical pretreatment is often still the economically preferable choice.
Production line integration: considerations for deployment
Integrating laser cleaning/texturing into an existing automotive line requires an analysis of the available cycle time: laser process speed is a function of power and area to be treated. With 300 W systems at scan speed of 5,000 mm/s and overlap of 50 percent, treating a 200×300 mm area takes approximately 8-15 seconds, compatible with typical automotive production rates of 30-60 seconds per station.
In our experience with BEV and powertrain customers, the most effective integrations adopt dedicated robotic cells with dual shuttles, which allow loading/unloading of one component while the laser works on the next, neutralizing the processing time for effective rate purposes. LASIT systems for cleaning applications are designed with OPC-UA interfaces and standardized digital I/O for process control from line PLCs, with parametric logs for IATF 16949-compliant traceability.
For applications where texturing is used as adhesive joint qualification, surface acceptance criteria should be defined at the design stage: target roughness (Ra, Rz), contact angle, possible XPS verification for energy surface. These parameters become control points in the PPAP surveillance plan and allow closing the loop between laser parameters and quality of the final joint, in view of Industry 4.0.
Final Considerations
Laser cleaning and laser texturing are not universal solutions, but in the automotive field they represent technically sound answers to specific needs: selective removal of oxides and contaminants before welding, controlled and reproducible surface preparation for structural bonding, inline treatment without consumables on complex geometries. The most significant results are achieved where reproducibility matters as much as speed-typically on battery trays, structural brackets, and plates for critical strength joints-and where process traceability is a system requirement, not an optional extra. The choice between cleaning, texturing or the combination of the two depends on the analysis of the failure mode to be prevented: if chemical contamination is the risk, cleaning is sufficient; if a structural increase in mechanical adhesion is required, texturing is the correct lever. In either case, parameter definition requires a structured qualification process that starts with substrate analysis and ends with end-joint verification-not the other way around.