In modern industrial manufacturing, the quality of a part is measured not only on geometry or dimensional tolerance. Surface properties increasingly determine long-term reliability, coating adhesion ability, corrosion resistance, and even part traceability throughout the supply chain. Ignoring this means accepting higher rejection rates, post-sale complaints, and avoidable warranty costs.

This guide is designed for process engineers, quality managers and manufacturing decision-makers who must navigate a landscape of solutions that are often presented in a biased manner. The goal is to provide a rigorous technical framework: to define precisely what a surface treatment is, to explain its measurable benefits, to describe the criteria for choosing the most suitable method, and to present with honesty the advantages and limitations of each technology-with a focus on laser processes, which today represent the state of the art for numerous applications in automotive, electronics, medical, and aerospace.
Superficial Treatment vs. Simple Cleaning
Cleaning a surface means removing external contaminants-oils, dust, processing residues-without altering its microscopic structure. Surface treatment, on the other hand, intentionally changes the chemical composition, morphology or crystal structure of the outermost layers of the material to give it functional properties that the base material does not possess, or does not possess sufficiently.
The distinction is critical in process design. A simple solvent decontamination prepares the surface but does not alter its contact angle or surface tension; a plasma treatment or low-frequency laser weaving, on the other hand, can bring the contact angle of water on aluminum from more than 70° to values of less than 10°, radically altering the adhesion of paints, structural adhesives or functional coatings. Similarly, a laser hardening process removes nothing: it hardens the surface area through a rapid localized heat cycle, bringing the hardness of a 200 HV machining steel to values above 700 HV without distorting the part.

In summary: cleanliness is a precondition; surface treatment is a functional transformation with measurable and verifiable goals.
Key Benefits with Examples from Industry
Improved adhesion of coatings and adhesives
In structural bonding processes-essential in EV battery assembly, multi-material body panels, and carbon fiber aerospace components-the strength of the joint depends critically on the surface energy of the substrate. An untreated stainless steel has a surface tension around 30-40 mN/m; after laser or plasma treatment the same surface can reach 70-80 mN/m, with increases in the tensile strength of the bonded joint of as much as 40-60% compared to the as-machined condition.

In the automotive industry, several European OEMs apply laser texturing to the attachment flanges of aluminum components before applying structural primers, eliminating manual sandblasting and reducing process variability.
Resistance to corrosion and wear and tear
The service life of H13 steel die casting dies, HSS cutting tools, or hardened and tempered steel sprockets depends directly on surface resistance to abrasive wear and thermal fatigue. Processes such as laser cladding and laser hardening enable surface layers with hardnesses above 60 HRC without compromising core toughness. In precision hydraulic components, laser texturing on seal surfaces reduces the coefficient of friction by up to 30 percent and extends the seal replacement cycle.

Controlled cleaning and decontamination
The Laser cleaning has replaced chemical blasting in numerous applications where chemical contamination of the substrate is unacceptable: removal of oxides from joints before welding in industries such as nuclear or aerospace, decontamination of titanium surfaces before electroplating treatments, preparation of sealing surfaces in high-pressure hydraulic systems. The advantage over chemical methods is the total absence of secondary residues to be treated as special waste.
Aesthetics and industrial branding
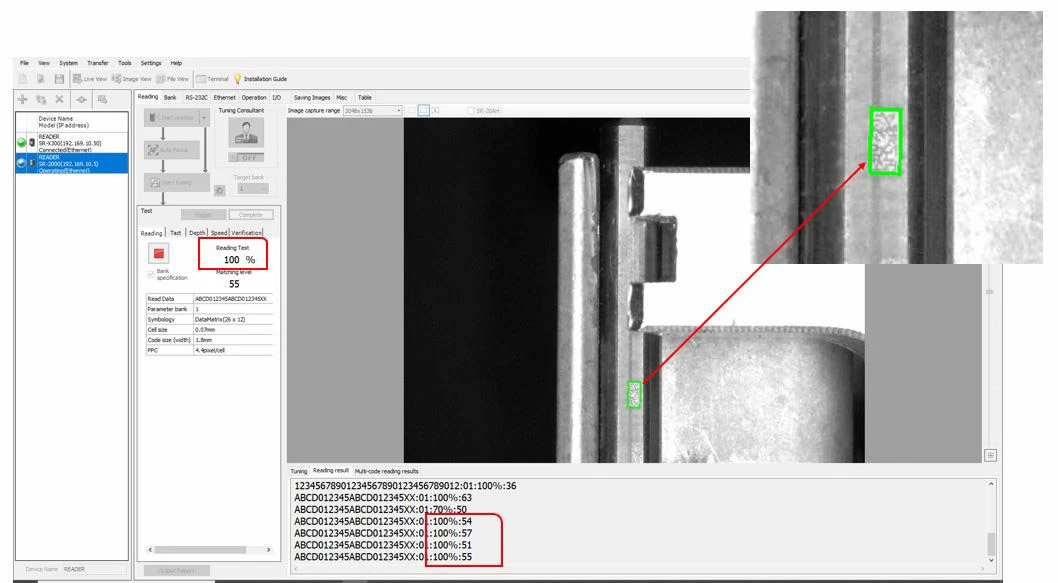
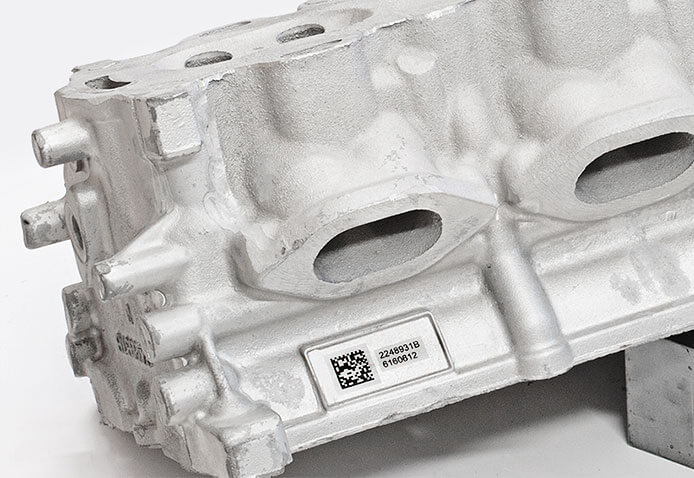
Permanent marking-DataMatrix codes, serial numbers, logos-is technically a controlled surface treatment: it selectively alters the surface layer to create optical or tactile contrast. On aesthetic stainless steel components for the food or healthcare industry, laser marking produces blackening without removal of material, keeping intact the continuity of the passive film and thus corrosion resistance according to ISO 9916.
How to Choose the Right Method
There is no universally superior surface treatment. The optimal choice emerges from the intersection of four variables: the material to be treated, the functional properties required, the constraints of integration into the production flow, and environmental and regulatory limitations.
Material type and compatibility
Each method interacts with the substrate in a specific physicochemical way. Plasma is particularly effective on polymers and composites, but can be invasive on thin-walled aluminum alloys. Anodizing is exclusive to aluminum and its alloys. Laser is the method with the widest range of material compatibility: it works on ferrous and nonferrous metals, ceramics, polymers, composites, and nickel alloys at high temperatures, matching wavelength, pulse duration, and energy density to the optical and thermal response of the material.
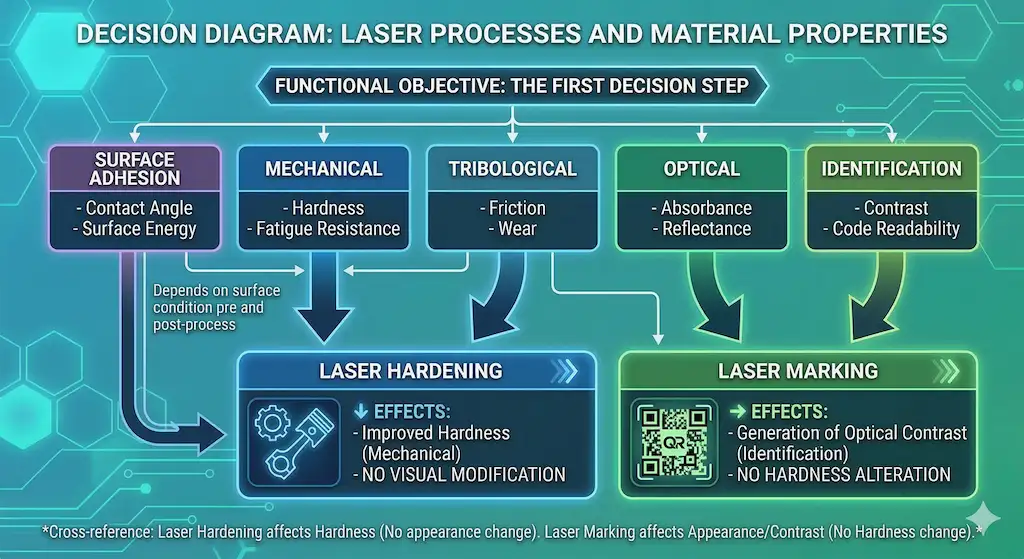
Required functional properties
A distinction must be made between surface properties of adhesion (contact angle, surface energy), mechanical (hardness, fatigue strength), tribological (friction, wear), optical (absorbance, reflectance), and identification (contrast, code readability). A laser hardening process optimizes mechanical properties but does not change visual appearance; a laser marking process produces optical contrast but does not alter hardness. Clarity of the functional objective is the first decision-making step.
Integration into the production process
Cycle speed is often the most stringent constraint in OEM environments. A fully automated laser cleaning or laser texturing system, integrated in-line on a 6-axis robot with automatic tool changer, can process complex surfaces in 10 to 30 seconds without flow interruption. Wet processes such as chemical pickling or anodizing, on the other hand, require dedicated stations, treatment tanks, suction facilities and effluent disposal, with lead times of 30-120 minutes per batch.
Environmental and regulatory constraints
The European REACH directive and RoHS regulation restrict or ban many chemical compounds traditionally used in surface treatment: hexavalent chromium, hydrofluoric acid, chlorinated solvents. Laser technologies natively comply with these requirements, employing no chemical solutions and producing only metal fumes that can be managed with dry filtration systems certified to EN 60335-2-69.
Overview of the Main Methods: Advantages and Limitations
Laser Cleaning
Laser ablation removes contaminants-oxides, coatings, lubricants-through photonic evaporation of the unwanted surface layer, without mechanical contact and without chemical reagents. Selectivity is controlled by fluence density (typically 0.1-5 J/cm²): layers of 1-10 µm oxide can be removed from stainless steel while preserving the substrate to tolerances of less than 1 µm. Ideal for pre-weld preparation, pre-gluing, mold restoration.

Laser Texturing
By means of ultrashort pulses (femtosecond or picosecond), it is possible to structure the surface with controlled sub-millimeter geometries-pyramids, channels, LIPSS structures-to engineer the contact angle, reduce friction, increase the adhesion area, or impart hydrophobic/hydrophilic properties. Obtainable textures have pitches between 1 and 500 µm with depths from 0.5 to 50 µm, with positional repeatability ±2 µm.
Laser Hardening
The laser heats the surface zone of carbon steels and alloy steels above austenitizing temperature (typically 900-1100 °C) in times on the order of milliseconds; rapid cooling by conduction to the cold core produces martensite, with hardness increases of 3× to 4× over the starting material. The depth of hardening is controllable between 0.2 and 2.5 mm. No risk of geometric distortion due to localized heat input.
Laser Cladding
Deposition of metal powders or composite alloys (Stellite, Inconel, WC-Co) using a laser beam that simultaneously fuses the powder feed and a thin area of the substrate, creating a metallurgical bond without an adhesion interface. The porosity of the deposit is typically less than 0.5 percent, and the achievable hardness exceeds 60 HRC. Main use: mold repair, protection of components subject to extreme wear, anti-wear coatings in stainless steel.
Other common industrial methods
The following table summarizes the operational characteristics of the main non-laser methods to enable objective comparison during technology selection.
| Method | Key benefits | Limitations |
| Chemical etching | High uniformity on complex geometries, batch scalability | Use of acids (HF, HNO₃), special waste, cycle times 30-120 min, non-selective |
| Sandblasting/Blasting | Low cost, great dimensional flexibility, controllable roughness | Abrasive substrate contamination, difficult selectivity control, tool wear |
| Plasma Treatment | Excellent on polymers, low process temperatures, no chemicals | Limited penetration on internal geometries, complex atmospheric plasma machinery |
| Steam Degreasing | Uniform cleaning, effective on complex geometries, rapid cycles | Solvents potentially subject to REACH; requires vapor recovery system |
| Anodizing | Controlled oxide layer, excellent corrosion resistance, coloration | Aluminum only; wet process with chemical tanks; lead time 1-4 hours per batch |
| E-coating / Electroplating | Complete coverage including difficult areas, uniform thicknesses 15-25 µm | Expensive equipment, effluent management, post-baking required (160-190 °C) |
Laser Treatments: Precision, Flexibility and Eco-Compatibility.
Today, lasers are the only technology that can natively cover the full spectrum of industrial surface treatments-cleaning, weaving, curing, deposition, marking-with a single software-reconfigurable hardware platform. This versatility is not a business argument: it is a direct consequence of the physics of the process.
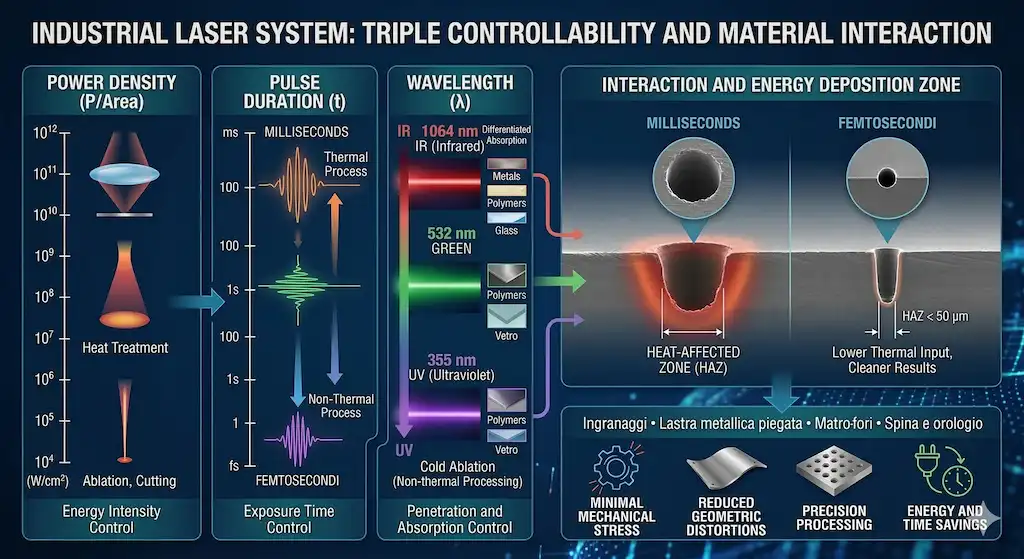
The physical advantage: controlled energy with spatial and temporal resolution
An industrial laser system delivers energy in a defined volume with three simultaneous degrees of freedom: power density (10⁴ to 10¹² W/cm²), pulse duration (milliseconds for hardening to femtoseconds for cold processing) and wavelength (typically 355 nm UV, 532 nm green, 1064 nm IR). This triple controllability allows energy to be deposited exactly where it is needed-with heat altered zones (HAZs) of less than 50 µm in femtosecond processes-while minimizing mechanical stresses and geometric distortions.
Integration in Industry 4.0 and automated production
Modern laser systems natively integrate into automated production flows. Our experience with automotive and electronics manufacturing customers shows that systems such as LASIT FlyMARK and LASIT Powermark consistently achieve OEE values in excess of 98 percent due to the absence of consumables, predictive maintenance, and full compatibility with industrial communication protocols (OPC-UA, EtherNet/IP, PROFINET).

Process traceability is another structural strength: every laser parameter-power, speed, frequency, number of passes-is recordable and archivable for each individual processed component, making the system fully compliant with the audit requirements of IATF 16949 and ISO 13485 without additional infrastructure.
Verifiable environmental sustainability
Unlike wet processes, laser treatment does not generate liquid effluents, does not require process tanks, and does not use acids or regulated solvents. The only by-products are metal fumes and fine particulates, which can be managed with EN 60335-2-69-certified filter extractors and HEPA filters. In terms of energy consumption, a 100 W laser system with fiber source operates with a wall-plug efficiency of more than 30 percent, significantly higher than induction furnaces or galvanic processes per unit area treated.
| Summary of laser advantage in surface treatments |
| ▸ Selectivity: controllable treated area from 10 µm² up to m²/hour in scanner configuration |
| ▸ Repeatability: process variation <1% over millions of cycles |
| ▸ Material compatibility: steels, aluminum, titanium, nickel, copper, ceramics, polymers |
| ▸ No consumables: lifetime of fiber laser source >100,000 hours |
| ▸ Regulatory compliance: no REACH/RoHS reagents, no liquid effluents |
| ▸ Traceability: full parameter log for each part processed |
Operational Conclusions
The choice of the most suitable surface treatment is never reducible to a single criterion. It requires a systematic evaluation of the material, objective functional properties, manufacturing integration constraints, and applicable regulations. Within this framework, laser technologies are distinguished by their breadth of application scope, process controllability, and consistency with the sustainability and traceability goals required by modern industry.
For companies operating in industries with stringent regulations-automotive(IATF 16949), medical(ISO 13485, UDI), aerospace(AS9100)-the ability to document every process parameter and ensure repeatability on every single component is a real competitive advantage, not just a technical feature.
LASIT supports its customers in defining the optimal process through laboratory application testing, surface analysis with 3D profilometry and XPS spectroscopy, and custom automated cell design. Our 30 years of experience in industrial lasers is the foundation on which we build solutions that work from the first production run, not the third attempt.