In implantable medical devices, failure of an adhesive interface is not a manufacturing drawback: it can compromise the stability of a prosthesis, the sliding of an osteoinductive coating, or the anchorage of a critical sensor. The technical challenge that R&D teams face is twofold: creating a surface with sufficient surface energy and micro-structured topography to ensure durable mechanical and chemical adhesion, operating on substrates-titanium, PEEK, Co-Cr alloys-that by their nature are biologically inert and poorly wettable under starting conditions.

Laser texturing has emerged in recent years as the benchmark technique for controlled surface preparation of these components. Unlike sandblasting or traditional chemical treatments, it allows the geometry of the surface pattern to be programmed with sub-micrometric accuracy, replicated with deviations of less than 5 percent on each part, and each parameter to be auditorily documented. This paper discusses the physical mechanism of the process, relevant operational parameters, comparison with alternative technologies, and implications for regulatory validation.
Micro- and Nano-Textures: Physical Mechanism and Effects on Wettability and Adhesion
The relationship between surface topography and adhesion is based on three competing phenomena: the increase inactual surface area, the change insurface energy (and thus the contact angle with adhesives and cements), and the contribution of mechanical anchorage of the polymer in microcavities. In laser texturing, all three are controlled independently through process parameters.
When a laser pulse hits a metal substrate, the irradiance-expressed in W/cm²-exceeds the material ablation threshold. For titanium grade 4 or grade 23 (Ti-6Al-4V ELI), this threshold is typically between 0.5 and 2 J/cm² in the ultrashort pulse regime (femtosecond or picosecond). The energy is absorbed almost instantaneously by the electron gas before it can diffuse to the crystal lattice: this allows the removal of material with a thermally altered zone (HAZ) contained within 1-5 µm, a critically lower value than nanosecond pulse lasers (typical HAZ: 20-80 µm).
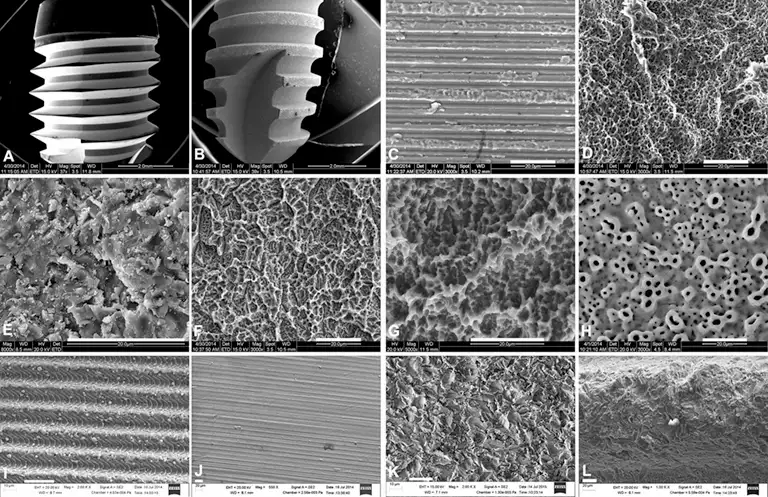
The morphological result depends on the energy regime. At moderate fluences (0.5-2 J/cm²), laser-light-induced periodic structures-known as LIPSS (Laser-Induced Periodic Surface Structures) -are formed with periodicity in the 200-800 nm range, i.e., at the nanostructural scale. By increasing the fluence or overlapping multiple passes, microchannels, micropillars or grid patterns with characteristic sizes of 5-100 µm are obtained, which are suitable for mechanical anchoring of high-viscosity cements and adhesives.
The effect on wettability is straightforward: a polished titanium surface has water contact angles of 60-80°; after laser texturing with LIPSS structures, the angle drops to values below 10°, hydrophilic behavior that favors complete wetting by acrylic cements, epoxy resins, and osteoinductive primers. Incidentally, the same effect cannot be achieved by coarse blasting, which increases the average Ra roughness but does not change the nanoscopic structure of the surface.
Operational Parameters and Process Configuration
Defining the process for an implantable component starts with the choice of laser source. Today, picosecond pulse systems (pulse duration 1-50 ps) represent the optimal balance between thermal control and ablation rate for biomedical metals. Continuous wave or nanosecond lasers produce too much thermal energy for precision machining on thin titanium; femtosecond systems offer superior control but at significantly higher operating and purchasing costs.
| Parameter | Typical Operating Range (Ti-6Al-4V) |
| Wavelength | 1064 nm (IR) / 532 nm (green) |
| Pulse Duration | 10-50 ps |
| Fluence per pulse | 0.5-5 J/cm² |
| Frequency of repetition | 100 kHz – 2 MHz |
| Scanning speed | 200-2000 mm/s |
| Step between rows (hatch) | 5-50 µm |
| Resulting Ra roughness | 0.5-8 µm (function of pattern) |
| HAZ (thermally altered zone) | < 5 µm |
The parameter that most influences final adhesion is the overlapbetween adjacent pulses (Overlap Rate), defined as the percentage of spatial overlap between consecutive spots. At overlap values above 80%, progressive ablation is generated, producing microchannels with controllable depths between 5 and 50 µm. Reducing the overlap to 20-40%, on the other hand, favors the creation of LIPSS structures without removing significant amounts of material, which is useful when the dimensional requirements of the part do not allow for thickness variations greater than 10 µm.
In processes on curvilinear housings or complex geometries-such as hip prosthesis bases or implantable sensor mounts-the galvanometric scanning head must be integrated with a 5- or 6-axis motion system, ensuring perpendicularity of the beam to the local surface within ±2°. Higher angles of incidence alter the ratio appearance of ablated structures and introduce variability in roughness that must be documented in the process control plan.
Comparison with Blasting and Chemical Treatments: Control, Repeatability, Environmental Impact
Sandblasting (sandblasting or grit blasting with Al₂O₃ or TiO₂ particles) is the historically most popular technique for surface preparation of prosthetic surfaces. Its main limitation is not the achievable roughness-which can reach Ra of 2-6 µm, overlapping with that of laser texturing-but theinability to control the pattern geometry. The statistical distribution of impacts generates isotropic and random morphologies that are difficult to reproduce from batch to batch. Pull-off test studies on cement-titanium interfaces show standard deviations of adhesive strength between 15 and 30 percent with conventional blasting, compared with 4 to 8 percent achievable with optimized laser texturing.
An additional problem with sandblasting is contamination by abrasive residue: Al₂O₃ particles embedded in the titanium surface can generate unwanted biological interference and complicate cleaning and sterilization protocols. X-ray Photoelectron Spectroscopy (XPS) analysis of sandblasted surfaces routinely reveals the presence of residual aluminum in the 0.5-2 at% band, a parameter that some Class III device regulations require to be explicitly monitored.
Chemical treatments – HF/HNO₃ attack, anodizing, hydroxyapatite coating deposition – offer excellent control of surface chemistry but require management of graded wastes, disposal infrastructure, and cycle times of 30-120 minutes per part. In a typical low-to-medium volume production environment for implantable devices (100-10,000 parts/year per custom facility), laser texturing reduces the cost of surface preparation by 40-60% compared to full chemistry supply chain while eliminating environmental compliance costs associated with the use of strong acids.
| Technology | Pattern Control | Repeatability | Contamination | Environmental Impact |
| Sandblasting Al₂O₃ | None (random) | Low (±15-30%) | Abrasive residues | Low |
| HF chemical attack | Isotropic | Average (±10-20%) | None | High (acidic wastewater) |
| Anodizing | None | High (chemical) | None | Medium |
| Laser Texturing ps | Full (CAD-driven) | High (±4-8%) | None | Minimum |
The combination of laser texturing + light chemical treatment (e.g., dilute acid cleaning post-texturing to remove annealing oxides) is now the configuration adopted by several orthopedic implant manufacturers for HA (hydroxyapatite) coating applications: the laser micro-structure acts as a substrate anchor, while the chemical treatment optimizes the chemical biocompatibility of the surface. In this hybrid configuration, the sequence and parameters of each step must be defined in the Design History File (DHF) and validated separately.
Regulatory Aspects and Validation: Testing, Documentation and Audit Trail
For implantable medical devices, surface preparation is not a secondary process parameter: it is an integral part of the device design and is subject to the process control requirements set forth in ISO 13485:2016, with direct implications for Section 7.5 (Manufacturing and Service Delivery) and nonconformity management. Laser texturing, as a special process-a process whose output cannot be fully verified by subsequent inspection-requires qualification of the process itself before mass production begins.

Process validation typically follows the IQ/OQ/PQ (Installation Qualification, Operational Qualification, Performance Qualification) scheme. The OQ phase, in particular, defines the critical process parameters (CPPs) and their acceptable operating range: for laser texturing, CPPs include fluence per pulse, repetition rate, scan rate, and pitch between rows. The PQ demonstrates that, by keeping the CPPs within the defined ranges, the critical quality characteristic (CQC)-typically the interface detachment resistance, expressed in MPa-meets the specified acceptance criteria.
Test of Resistance to Detachment (Pull-Off and Lap Shear)
Pull-off (ISO 4624 standard) and lap shear (ASTM D1002 or ASTM F2255 for medical applications) tests are the most widely used methods for quantifying adhesion at the laser-textured interface. Typical shear strength values for textured titanium-cement zinc oxide-ugenol interfaces are between 12 and 22 MPa, compared with 6 to 10 MPa for uncontrolled sandblasted surfaces. For medical titanium-epoxy interfaces, laser texturing can bring the tensile strength up to 30-40 MPa, a value generally sufficient for structural applications of implantable sensors with maximum loads of 20-25 N.
A frequently underestimated aspect of test planning is pre-test thermal cycling: specimens should undergo sterilization simulation (autoclave 121°C, 15 min, 3 cycles; or ETO sterilization according to ISO 11135) before pull-off tests are performed, as thermal cycling changes the rheological properties of adhesives and can reduce interface strength by 10-25% compared to unsterilized specimens. Including this step in PQ testing protocols is essential to avoid post-market nonconformities.
Roughness Control and Surface Characterization
Metrological characterization of the textured surface includes measurement of roughness parameters according to ISO 25178 (for 3D surface) or ISO 4287 (2D profile). Benchmarks for adhesion applications are Ra (arithmetic mean roughness), Rz (mean height of irregularities), and the Developed Interfacial Area Ratio (Sdr) parameter, which quantifies the percent increase in true area over projected area. An Sdr between 80 and 200% indicates a surface with significant texture without excessive re-entrant areas that could trap gas during adhesive application.
For audit documentation, each batch of textured components must be accompanied by a metrology report that includes: roughness measurements on representative control samples (minimum 3 measurements per textured zone), SEM images at 500x and 2000x for qualitative assessment of morphology, and the process log with all CPP parameters with certified timestamping. Systems such as those developed by LASIT for medical applications integrate document management directly into machine control software, automatically generating traceability reports that comply with 21 CFR Part 11 requirements for the FDA market and EU Regulation 2017/745 (MDR) for the European market.
Operational Challenges and Best Practices in Medical Laser Texturing
The main operational criticality in the texturing of implantable components is the management of residual thermal deformation on thin geometries. Components with wall thicknesses less than 0.5 mm (common in porous titanium spinal cages or capsulated sensor housings) can suffer appreciable distortion if the process is not optimized to reduce cumulative heat input. The standard solution involves pattern interleaving: instead of texturing by continuous passes, processing areas are distributed in a discontinuous sequence, allowing each area to cool before returning.
A second critical point is post-process cleaning. Sublimation of metal during ablation generates nanoscale particulate matter that partially redeposits on the textured surface. If not removed, this particulate can interfere with the quality of adhesion and, in medical settings, poses an unacceptable biohazard. Standard cleaning protocol includes ultrasonic rinsing in organic solvent (isopropanol or USP-grade acetone), followed by rinsing in deionized water and drying in nitrogen flow. The effectiveness of cleaning should be verified by EDX or TOF-SIMS analysis on OQ samples.
In LASIT’s accumulated experience on orthopedic and implantable sensor applications, a recurrent mistake in the process design phase is defining the texturing pattern without considering the rheology of the application adhesive. A parallel microchannel pattern oriented perpendicular to the direction of shear maximizes lap shear strength, but if the channel is too narrow (< 10 µm) relative to the cement filler particle size, the adhesive does not penetrate completely and the resulting strength is lower than that of a surface with coarser isotropic roughness. Pattern design should always start from the rheological specifications of the adhesive.
Implementation in Production: Integration into the Manufacturing Flow
Integrating laser texturing into a production line for implantable medical devices requires a preliminary assessment of step placement in the manufacturing flow. Texturing should be performed after stock removal machining (turning, milling, EDM) and before finishing surface treatments (anodizing, HA coating). In this placement, the surface is already at the final geometry and the risk of damaging the texture in subsequent operations is minimal.
For medium to high throughputs (more than 500 parts/month), the automated cell configuration with loading/unloading robots is justified by the required positioning repeatability: variations in part position greater than ±50 µm from the programmed reference alter the pattern depth and geometry in a statistically significant way. Integrated vision systems for automatic datum search-available in advanced configurations of industrial laser systems-reduce this error to below 15 µm without requiring dedicated fixtures.

Process documentation is, in this context, an equally important integration element as the hardware. Each machine must be able to generate process records by individual part (or batch) that include: laser CNC program identifier, CPP parameters with measured vs. nominal values, date and time of machining, and operator or robot identifier. This information must flow automatically into the company’s MES or ERP system to ensure full traceability required by ISO 13485 and notified body audit standards.
Final Considerations
Laser texturing today represents the most technically mature solution for controlled surface preparation of implantable components intended for adhesive applications. The ability to design the surface pattern according to the rheology of the adhesive, replicate it with less than 8 percent repeatability, and document every parameter in an auditable format structurally distinguishes it from sandblasting and chemical treatments, not only in terms of adhesive performance but in terms of process governability in a regulatory context.
For medical R&D teams approaching this technology, the most efficient path starts with defining the target CQCs (release strength in MPa) and rheological characterization of the application adhesive, and then retroactively designing the pattern and process parameters. IQ/OQ/PQ validation, if planned from the beginning of the project, is not an additional burden but a methodological framework that accelerates entry into mass production and reduces the risk of post-market revisions.